
¿Como diseñar piezas para impresión 3D FDM?
Aprendé a optimizar las características de un diseño como puentes, voladizos, torres y orificios para la impresión 3D FDM.
Al ser la tecnología de impresión en 3D más accesible del mercado es una excelente opción para la creación de prototipos en forma rápida y de bajo costo que se puede utilizar para una amplia variedad de aplicaciones. Incluso en muchos casos resulta una buena solución para piezas funcionales.
Al igual que todos los métodos de fabricación, FDM tiene algunas limitaciones . A continuación detallamos algunas recomendaciones y métodos que pueden implementarse en la etapa de diseño para anticipar el impacto en la calidad de la impresión.
FDM extrusa un filamento fundido en una superficie de construcción.
A medida que el material se extrusa, se enfría,
formando una superficie sólida que proporciona la base para la siguiente capa
de material sobre la que se construirá.
Esto se repite capa por capa hasta que el objeto se completa.
Puentes
Los puentes en FDM se requieren cuando la impresora imprime entre dos soportes o puntos de anclaje.
Debido a que no ofrece soporte para la capa inicial que se está imprimiendo (no hay nada sobre lo que construir) y se requiere para cerrar un espacio, el material puede tender a caerse curbandose.
Los puentes ocurren con mayor frecuencia en orificios de eje horizontal que se encuentran en las paredes de los objetos o en la capa superior (o techo) de las partes huecas.
Una solución para evitar el impacto del puente es reducir la distancias del puente, pero esto dependerá de las restricciones de diseño de la pieza. Otra solución para evitar la caída es incluir soporte. El soporte ofrece una plataforma de construcción temporal para la capa puente sobre la que se construirá. El material de soporte se elimina una vez que se ha completado la impresión. Esto puede dejar marcas en la superficie donde el soporte se conectó al diseño final.

Simple Bridge Test https://www.thingiverse.com/thing:113160
Orificios en Ejes Verticales
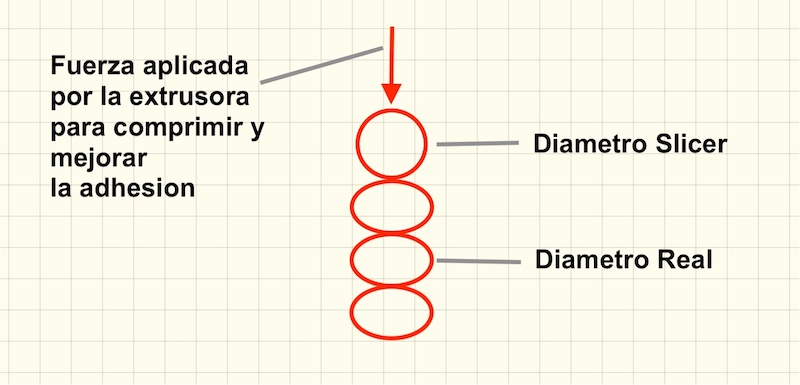
En FDM es posible que los orificios en el eje vertical resulten en un tamaño inferior.
A medida que la extrusora imprime el perímetro de un orificio en el eje vertical, comprime la capa recién impresa sobre las capas de construcción existentes para ayudar a mejorar la adhesión. La fuerza de compresión de la boquilla deforma la forma de la capa redonda extruida de un círculo a una forma más ancha y plana. Esto aumenta el área de contacto con la capa impresa previamente (mejorando la adhesión), pero también aumenta el ancho de filamento extrusado. El resultado de esto es una disminución en el diámetro del orificio que se está imprimiendo. Esto puede ser un problema particular cuando se imprimen orificios de pequeño diámetro donde el efecto es mayor debido a la relación entre el diámetro del orificio y el diámetro de la boquilla.
Recomendación para diseño: si el diámetro del orificio en el eje vertical es crítico, se recomienda imprimirlo por debajo de su tamaño y luego taladrarlo con el diámetro correcto.
Superficies Sobresalientes
Los problemas con las superficies sobresalientes son uno de los inconvenientes de calidad en la impresión más comunes relacionados con FDM. Las superficies salientes se producen cuando la capa impresa de material está apoyado parcialmente sobre la capa inferior. De manera similar al puente, el soporte inadecuado proporcionado por la superficie debajo de la capa de construcción puede dar como resultado una adhesión deficiente de la capa, provocando su deformación o curvatura.
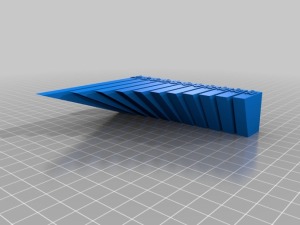
Generalmente, se puede imprimir un voladizo sin pérdida de calidad hasta los 45 grados, dependiendo del material. A 45 grados, la capa recién impresa es compatible con el 50% de la capa anterior. Esto permite suficiente apoyo y adhesión para construir. Por encima de 45 grados, se requiere soporte para garantizar que la capa recién impresa no se hinche hacia abajo y lejos de la boquilla.
Otro problema que ocurre cuando se imprimen voladizos es una especie de enrulado del material. La capa recién impresa se vuelve cada vez más delgada en el borde del saliente, lo que provoca un enfriamiento diferencial que hace que se deforme hacia arriba.
Recomendación para diseño: las limitaciones en voladizos se pueden eliminar mediante el uso de soportes para ángulos de pared superiores a 45 grados. Para voladizos más grandes donde se necesita soporte, las marcas estarán presentes en la superficie final a menos que reciban algún post proceso.
Esquinas
Debido a que al extrusora de impresión en FDM es circular, las esquinas y los bordes tendrán un radio que es igual al tamaño de la boquilla. Esto significa que estas características nunca serán perfectamente cuadradas.
Para bordes afilados y esquinas, las primeras capas de una impresión son particularmente importantes. Como vimos anteriormente para los orificios verticales, a medida que la boquilla imprime cada capa, comprime el material de impresión hacia abajo para mejorar la adhesión. Para la capa de impresión inicial, esto crea una forma usualmente llamada «pie de elefante». Esto puede afectar la capacidad de ensamblar piezas FDM ya que sobresale fuera de las dimensiones especificadas.

Deformación
Algunas veces se presenta en la primera capa de una impresión FDM una deformación. Especialmente el ABS es más vulnerable a la deformación debido a su alta temperatura de impresión en comparación con el PLA. La capa base es la primera capa que se imprime y se enfría a medida que las otras capas calientes se imprimen en la parte superior. El enfriamiento puede hacer que la capa base se curve y se aleje de la placa de construcción a medida que se contrae.

Anti-Warping Walls https://www.thingiverse.com/thing:156431
Superficies Sobresalientes Verticales (torres)
Las superficies sobresalientes verticales muchas veces se imprimen en FDM cuando se requiere un ensamblaje de piezas o alineamiento. Por este motivo es importante entender el tamaño de las piezas verticales que FDM puede imprimir con precisión.
Una torre vertical grande (de más de 5 mm de diámetro) se imprime con un perímetro y con relleno, lo que permite una fuerte conexión con el resto de la impresión. Las torres de diámetro más pequeño (menos de 5 mm de diámetro) pueden estar formadas únicamente por impresiones del perímetro sin relleno. Esto hace una discontinuidad entre el resto de la impresión y la superficie sobresaliente, creando una conexión débil que es susceptible de romperse.
Dividir el Diseño
A veces dividir un modelo puede reducir su complejidad, ahorrando costos y tiempo. Las superficies que requieren una gran cantidad de soporte se pueden quitar simplemente dividiendo una forma compleja en secciones que se imprimen individualmente. Estas secciones pueden pegarse una vez que se ha completado la impresión.
Orientación de los Orificios
Es mejor evitar el uso de soporte para orificios cambiando la orientación de impresión. La extracción del soporte en los orificios del eje horizontal puede resultar difícil, pero al rotar la dirección de construcción 90 grados, se elimina la necesidad de soporte.

